

电 话:0411-39561101
手 机:133-9054-8880
网 址:www.dlguoxi.com
厂 址:开发区双D港生命二路10号
地 址:辽宁省大连保税区洞庭路1号自贸大厦719M-52

大石桥发黑表面处理中如何避免出现花斑现象:发黑工件表面发黑后颜色不匀,甚至有花斑现象。主要原因:1、金属表面处理发黑前处理不好,表面没有清洗干净,有残留油渍或锈斑导致工件发花。解决办法:加强除油清洗,如提高除油温度,选择高效除油剂,延长除油时间,也可采用二次除油。二是加强酸洗工序,彻底清除工件表面锈迹。2、在发黑过程发黑炉中工件紧压在一起,交叠处不能接触药液造成花斑现象。解决办法:发黑过程中间歇抖动工件1至2次,使工件各部分匀接触药液。3、刚发黑后的工件有轻微发花时,可不作处理,药液有自身修复功能,工件放置数小时后颜色会自动变得均匀。对于工件上个别斑痕,可在打油前直接用产品浓缩液涂刷补黑。对出现严重花斑的工件须重新进行除油、酸洗,再做发黑处理。

大石桥不锈钢发黑技术性特性不锈钢发黑“QPQ”显示英文“Quench—P0lish-Quench”的简称。本意为热处理一打磨抛光一热处理。这是在作了盐浴复合型解决之后,以便减少钢件表层的表面粗糙度,能够 对钢件表层开展多次打磨抛光,随后再在盐浴中作多次空气氧化,这对高精密零部件和粗糙度规定较高的钢件而言是十分必需的。金属表面处理发黑在中国把它称之为QPQ盐浴复合型解决技术性。QPQ盐浴复合型解决技术性,能够 大大提高不锈钢钝化的耐磨性能、抗蚀性,而钢件基本上不产生形变,是这种新的不锈钢钝化加强改性材料技术性。
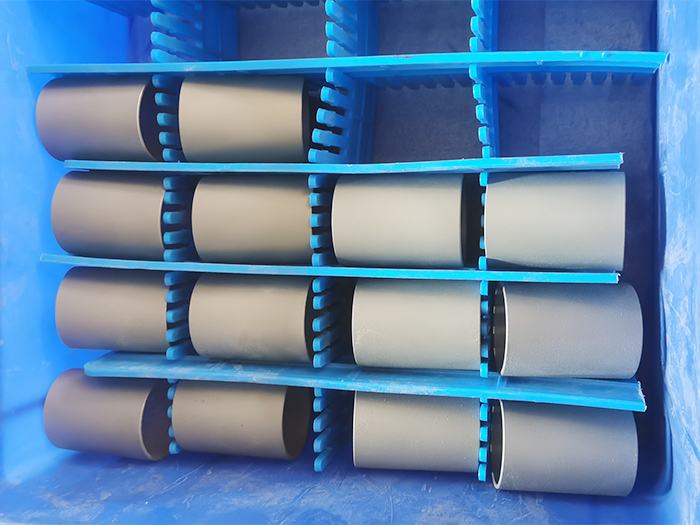
发黑主要就是把工件放置在空气、水蒸气或化学药物的溶液中,然后进展一定的加工步骤,后在工件的外表穿上一层“外衣〞,从而改善了其耐蚀性能。不过当前的发黑处理还是存在着许多的问题,假设不进展处理,那么就无法提升发黑处理的效果。发黑处理就是将金属工件放在浓的碱和亚硝酸钠溶液中加热、氧化,使金属工件表面生成一层厚约0.5~1.0um、均匀致密,且与集体金属结合牢固的四氧化三铁薄膜,这层膜能起到储油作用而提高工件表面的防锈能力。发黑本质是工件表面金属的氧化过程,氧化处理后一半的色泽都是蓝黑色。随着氧化膜厚度的增加,膜层的颜色由浅逐渐变深,其顺序为:无色→黄色→橙色→红色→紫红色→紫色→蓝色→黑色。

发黑表面处理的设备工具有哪些?1、金属表面处理的煮黑用槽。可用不锈钢焊接,或大型玻璃器皿。2、金属表面处理的加热设备。钛管电加热器或高压蒸汽加热装置;自动温控装置。3.金属表面处理的挂具。大石桥金属防腐的常见办法之一是改变金属的结构。金属的种类很多,一些重金属的化学活性低,不易受到其他物质的腐蚀,也有部分金属与其他金属配合使用能有效提高防腐能力,例如在普通钢铁中加入铬、镍等材料制成不锈钢,就能获得较好的防腐效果。通过金属表面发黑工艺,在金属产品表面产生致密的氧化膜,能够很好地提高产品的防锈性能。在金属产品使用时,不容易因为锈蚀而损坏。从这方面来说,专业金属发黑工艺的应用,可以带来延长金属产品寿命的好处。

工件的渗碳处理后,表面的含碳量增加,渗层中的碳化物含量比较多,在进行发黑的氧化处理时,由于工件表面的微区形成微电池的数量增多,氧化速度加快,氧化膜的厚度加厚,容易形成三氧化二铁,使工件表面产生褐色,不容易形成中碳钢的蓝黑色氧化膜。形成氧化层的色泽与钢铁成分无关,而是由氧化层的厚度决定。大石桥金属表面发黑处理常见的方式有传统式的偏碱升温金属表面发黑处理和出現比较晚的常温下金属表面发黑处理二种。但常温下金属表面发黑处理加工工艺针对高碳钢的实际效果不大好。金属表面处理发黑偏碱金属表面发黑处理细分化出去,又有一次金属表面发黑处理和2次金属表面发黑处理的差别。金属表面发黑处理液的主要成分是氢氧化钠溶液和亚硝酸钠。金属表面发黑处理时需需温度的温度差并不大,大约在135-155℃中间都能够获得非常好的表面,仅仅所需時间有一些长度罢了。



