

电 话:0411-39561101
手 机:133-9054-8880
网 址:www.dlguoxi.com
厂 址:开发区双D港生命二路10号
地 址:辽宁省大连保税区洞庭路1号自贸大厦719M-52
中山发黑表面处理需要的工具有哪些?1. 电炉(1500W以上)。2. 0~200玻璃温度计1支。3. 塑料桶一只,酸洗时用。4. 不锈钢罐数只,如果是一次性使用,可以用废旧的油漆桶。5. 方便清洁的自来水源。发黑液的主要成分是氢氧化钠和亚硝酸钠。发黑时所需温度的宽容度较大,大概在135摄氏度到155摄氏度之间都可以得到不错的表面,只是所需时间有些长短而已。发黑表面处理加工实际操作中,需要注意的是工件发黑前除锈和除油的质量,以及发黑后的钝化浸油。发黑质量的好坏往往因这些工序而变化。金属“发蓝”药液 采用碱性氧化法或酸性氧化法:使金属表面形成一层氧化膜,以防止金属表面被腐蚀,此处理过程称为“发蓝” 。

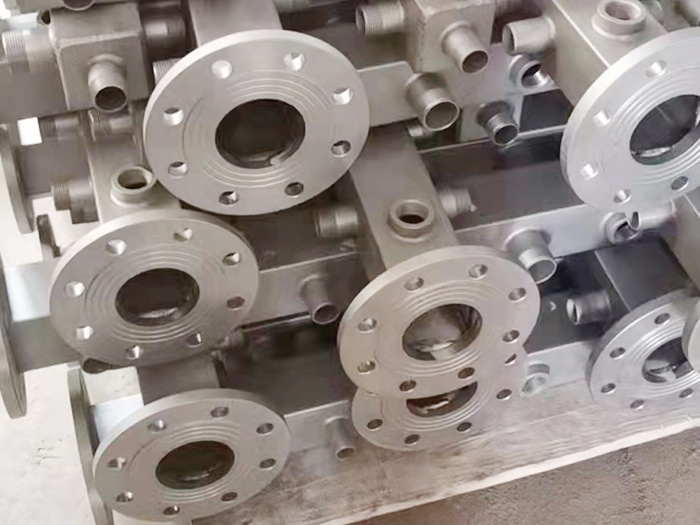
承接发黑表面处理的发黑液配方(与水溶解):1# 配方 苛性钠 600-700克/升 硝酸钠50-70克/升 亚硝酸钠180-220克/升。2# 配方 苛性钠 700-800克/升 硝酸钠100克/升 亚硝酸钠100克/升。3# 配方 苛性钠 600克/升 亚硝酸钠60克/升 磷酸三钠20-40克/升。中山金属表面处理如果到位,才能够真正保证工件的好品质,对于很多大型加工商家来讲,直接找到不锈钢表面处理的厂家是好的,联合合作可以节省不少的费用,也能够确保工作效率。酸洗钝化除油是必须要做的一个步骤,而且对整体上的加工也有非常大的影响,所以我们必须要挑选到优质的工厂来合作,更是要确定一下哪个厂家加工的费用是合理的。
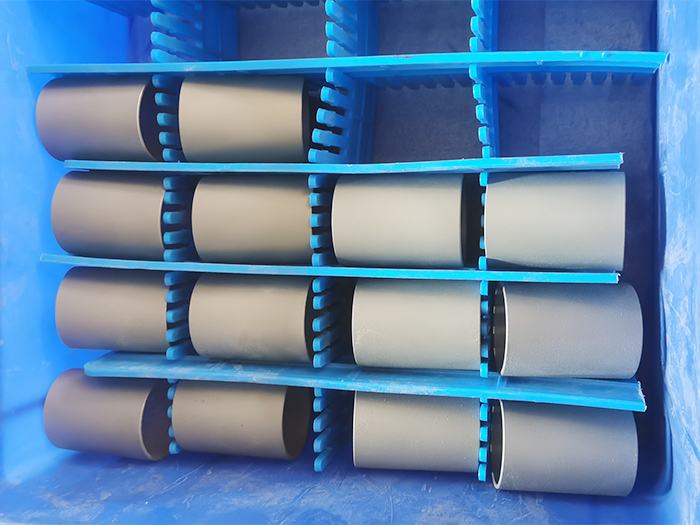
金属表面发黑处理也叫发蓝处理,是金属表面处理的一种方法,也是目前应用较为广泛的金属防锈处理技术。经过金属表面发黑处理的金属表面形成一层乌黑的硬膜,硬膜层能保护金属表面防止氧化,从而达到防锈的目的。中山发黑处理现在常用的方法有传统的碱性加温发黑:碱性加热发黑是钢铁典型的发黑方法,已有几十年的历史,且工艺相对较为成熟,发黑质量较为稳定,发黑表面处理加工是目前应用广泛的发黑工艺。在发黑的时候,其需要的溶液成分、反响温度和时间都是根据钢铁的基体成分决定的,因为不同的钢材,其性能和成分都是不一样的。另外,发黑膜的成为磁性氧化铁,厚度为0.5~1.5微米,颜色也可分为蓝、黑两种,这些都跟材料成分和加工条件有关的。

中山发黑表面处理中如何避免出现花斑现象:发黑工件表面发黑后颜色不匀,甚至有花斑现象。主要原因:1、发黑表面处理加工前处理不好,表面没有清洗干净,有残留油渍或锈斑导致工件发花。解决办法:加强除油清洗,如提高除油温度,选择高效除油剂,延长除油时间,也可采用二次除油。二是加强酸洗工序,彻底清除工件表面锈迹。2、在发黑过程发黑炉中工件紧压在一起,交叠处不能接触药液造成花斑现象。解决办法:发黑过程中间歇抖动工件1至2次,使工件各部分匀接触药液。3、刚发黑后的工件有轻微发花时,可不作处理,药液有自身修复功能,工件放置数小时后颜色会自动变得均匀。对于工件上个别斑痕,可在打油前直接用产品浓缩液涂刷补黑。对出现严重花斑的工件须重新进行除油、酸洗,再做发黑处理。

承接发黑液中其它组成物也有提高沸点的作用,但都不如NaOH强烈,所以生产上多用调整NaOH浓度来调整发黑液工作温度。也就是说使用其相应浓度下的沸点。工作温度越高,成膜速度也越快,终获得氧化膜的厚度也越厚。但厚膜容易疏松,易被擦掉,也就是说不牢固。因此,氧化温度要适宜,一般不超过145℃。槽液温度过高,也易使铁酸盐加速水解而在工件上形成含水氧化铁的红色挂灰,以致膜层质量低劣。发黑是化学表面处理的一种常用手段,发黑表面处理加工原理是使金属表面产生一层氧化膜,以隔绝空气,达到防锈目的。外属观要求不高时可以采用发黑处理,钢制件的表面发黑处理,也有被称之为发蓝的。发黑处理常用的方法有传统的碱性加温发黑和出现较晚的常温发黑两种。



