

电 话:0411-39561101
手 机:133-9054-8880
网 址:www.dlguoxi.com
厂 址:开发区双D港生命二路10号
地 址:辽宁省大连保税区洞庭路1号自贸大厦719M-52

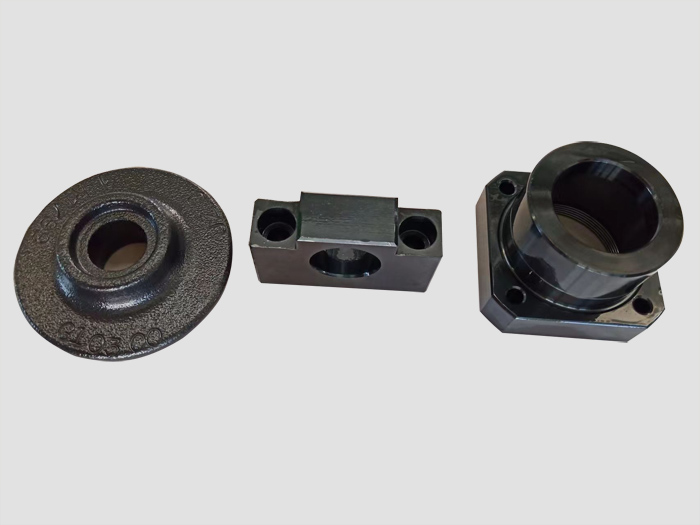
盖州发黑表面处理与磷化有哪些区别?发黑和磷化的区别在工艺和药剂选择差异很大,发黑主要用氢氧化钠和亚硝酸钠在135-145度煮制成。其碱性较强。磷化主要成分就是磷酸及主盐,如:锌,钙,锰等。温度5-95度不等。磷化耐蚀性要比发黑好许多。如锰系的磷化(上防锈油后)其耐腐蚀性要比发黑好上10-20倍。所以目前黑色膜层大有代替发黑(发蓝)之势。目前,我国的发黑处理企业大多都是采用发黑溶液进展的,在发黑溶液进展加工的时候,有一个非常重要的问题,那就是沉淀和后沉淀现象,该现象对于发黑处理的效果影响非常的大,不进展解决该现象,那么根本无法保证其质量。因此,酸洗钝化操作人员选择性能比较好的发黑剂,减少沉渣的产生,从而提升发黑的效果。

氧化是发蓝发黑的主要过程。Fe3O4 薄膜是否致密、光滑和足够厚取决于氧化阶段。工艺温度为550°C。黑化溶液的温度为130至145°C。浸泡时间为 50 至 80 分钟。专业含碳量高的高碳钢,氧化速度更快,浸泡时间可以更短。含碳量低的低碳钢氧化速度慢,需要较长的浸泡时间。合金钢,特别是高合金钢,工件表面有一定的残余奥氏体,对碱性溶液有很强的抵抗力,不易生成Fe3O4,所以浸泡时间较长。将待清洗的钢铁件浸没在钢铁除油剂槽液中,静置几分钟,取出,将钢铁件表面除油剂残液水洗干净。酸洗钝化钢铁发黑工艺的成败,除油是关键。如果,钢铁表面的油污没有清晰干净,就会直接影响终发黑的质量,出现黑膜结合力差的情况。情况严重时,将会导致钢铁无法发黑的情况。
专业发黑表面处理时漏涂部位怎么办?以发黑时,工件表面会有漏涂部位。解决的办法有两种:①热处理之后的工件发黑之前,在矿物酸中清洗腐蚀时间加长些;②在发黑工序中,增加发黑时间,一般要增加一倍的发黑时间。酸洗钝化在外表磷化发黑处置的过程中,运用如何的工件才可以确保其技能加工出来的效果呢?质量有确保的。关于从事外表磷化发黑处置的作业人员来说,要想在其技能加工的过程中确保效果,那么在其正式加工的过程中所运用的工件质量必定是有确保的,究竟只要质量有确保的工件才可以确保其终究的加工的效果。
发黑表面处理的目的主要有以下三点:一是对金属表面起防锈作用。二是增加金属的美观光泽。三是部分消除工件的残余应力。盖州铸铁、钢铁工件的黑色磷化工艺就是以磷酸盐、磷酸等对钢铁基体进行处理,形成一层非金属、不导电的转化膜的工艺过程。采用黑色磷化工艺,使磷化膜层既黑又牢固,外观均匀一致,膜层连续,呈致密的结晶结构。酸洗钝化在工业大气环境及海洋性气候条件下,其耐蚀性比普通磷化膜高数倍,比氧化膜、常温发黑膜高数十倍,表现出优异的耐蚀性能。而且黑色磷化工艺具有生产成本低、产品质量好、槽液稳定易控制,不污染环境等优异特点。



