

电 话:0411-39561101
手 机:133-9054-8880
网 址:www.dlguoxi.com
厂 址:开发区双D港生命二路10号
地 址:辽宁省大连保税区洞庭路1号自贸大厦719M-52

瓦房店发黑表面处理的工艺步骤。一种常温发黑处理工艺,主要由以下工艺步骤完成:1)清洗;2)脱脂:工件必须完全浸入脱脂液中;脱脂液浓度ph值12-14,处理时间10-30min,每过3-5分钟上下抖动几次,药液浓度低于ph12时补充脱脂粉;3)水洗;4)酸洗:酸洗液浓度ph值2-4,处理时间5-10min;5)水洗;6)发黑:池液浓度ph值2.5-3.5,处理时间10-12min;7)水洗;8)吹干;9)上油。优质发黑效率高,无酸雾,改善工作环境,经济实惠,不需要专用设备,不仅,适用于大批量发黑处理,更适用于小批量、零星工件的发黑处理。常温发黑工艺中,重要的一个部分是工件的预清洗,工件在发黑前必须用#除油剂#清洗干净,否则,会影响终的发黑效果。

瓦房店黑色金属表面经蓝色处理后形成的氧化膜,外层主要为四氧化铁,内层为氧化铁。灰黑色甚至白色,专门为黑色过程中存在的许多问题开发设计了一种新型的黑色防锈油产品,有效解决黑色工件防锈差,外观满足客户要求。金属表面发黑处理适用于黑色、电黑色、镀锌、黑色、电泳防锈等精密硬件部件。发黑处理:是将钢铁金属零件浸没在很浓的碱和氧化剂的溶液中,喷砂在一定温度下加热、氧化,使金属表面生成一层均匀致密而且与基体金属表面结合牢固的四氧化三铁薄膜的工艺。这层薄膜,对金属表面的防腐有很好的作用。由于实际生产中受各种因素的影响,这层薄膜的颜色有蓝黑色、黑色、蓝色(所以有时又称发蓝)等等。
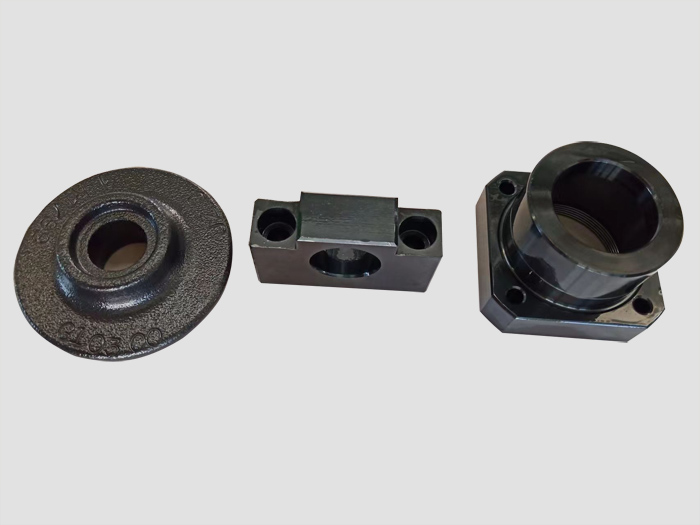
通过瓦房店金属表面发黑工艺,在金属产品表面产生致密的氧化膜,能够很好地提高产品的防锈性能。在金属产品使用时,不容易因为锈蚀而损坏。从这方面来说,金属发黑工艺的应用,可以带来延长金属产品寿命的好处。喷砂金属表面处理技术可以在不增加或着不增加太多成本的情况下,使工件表面受到保护和强化,或修复废旧和加工失误的工件,从而提高产品的使用寿命和可靠性,改善机械设备的性能、质量,增强产品的竞争能力。所以,金属表面处理技术,对于节约材料、节约能源等都具有重要意义。

瓦房店发黑表面处理过程中去油的方法。1.化学去油NaoH100~150克/升+Na2CO320—27克/升加热至沸点 滚桶内加入少量废酸和铁悄。2.用汽油或柴油洗洗油。3.用喷砂或喷丸去除油及锈。4.淬火回火的工件可用滚桶去油及锈。喷砂黑色磷化工艺在钢铁件上的应用也越来越广泛,要求越来越高,有的甚至要求硫酸铜点滴达到20分钟,中性盐雾 (连续喷雾) 达到120小时,而相同条件下普通磷化液硫酸铜的点滴一般不超过5分钟, 中性盐雾 (连续喷雾)离要求更是低的多,为满足客户的需求,我们又成功的研法了钢铁件黑色磷化工艺PZn-8M、PZn-89、PZn-69等一系列产品,满足了不同客户的需求。



